[Actualizado: 18 de febrero de 2025]
Funciones G modales
Una función modal es aquella que se mantiene activa durante todo el programa de fresado a partir de donde la escribamos, es por ello que algunas de estas se ponen al inicio del todo.
- G90: Programación con cotas absolutas (ejemplo al final).
- G91: Programación con cotas incrementales (ejemplo al final).
- G0: La máquina se moverá lo más rápido posible. Solo se utiliza para posicionar la herramienta y nunca para mecanizar.
- G1: La máquina se moverá al avance que le hayamos programado en el valor «F».
- G5: Arista matada; Esta función redondeará levemente las aristas de tus contornos y hará que los mecanizados sean suaves. En fresadoras Fagor, si no la activas, el programa se ejecuta como a tirones.
- G7: Arista viva; Esta función es la contraria de la G5, dejará las aristas en canto vivo (cuidado).
- G17, G18 y G19: Planos de trabajo (explicados al final).
- G70: Medidas en pulgadas.
- G71: Medidas en milímetros.
- G94: Definición del avance en milímetros por minuto (mm/min); Se utiliza en fresadoras y centros de mecanizado.
- G95: Definición del avance en milímetros por revolución (mm/rev); Se utiliza en tornos principalmente.

Sistema de coordenadas en Fresadora CNC
Cuando trabajamos con fresadoras CNC necesitamos establecer un punto de referencia para que la máquina sepa dónde dirigirse.
Estos puntos son conocidos como el cero pieza y el cero flotante. Generalmente se sitúan en el centro del material a mecanizar o en una de sus esquinas.
G53 – Cero máquina:
Este cero es el origen interno de la máquina, está puesto por el fabricante y no se debe modificar ni programar sobre él, si queremos visualizarlo ejecutaremos en MDI la función G53.

G54 – Cero pieza:
Los ceros pieza son la referencia que utilizamos para programar; son el punto de partida de las coordenadas desde donde se derivan todos los números que emplearemos.
Estos ceros se pueden guardar en la memoria de la máquina para utilizarlos en diferentes ocasiones. Normalmente podremos usar G54, G55, G56, G57, G58 y G59. Siendo cada uno una mordaza diferente, por ejemplo.

Para utilizar uno, como G54, lo ejecutaremos en el modo MDI, centraremos la pieza y posteriormente lo añadiremos al principio de nuestro programa.
;Ejemplo
G54 G5 G17 G71 G90 G94Cero flotante:
El cero flotante es un punto que podemos utilizar para programar, pero no se guarda en la memoria de la máquina. Esto significa que cuando usemos el comando G54, G55 u otra referencia, el cero flotante se eliminará.
No todos los controles permiten esta función, pero el control Fagor sí lo hace. Para programarlo, activaremos la función G53 en el modo MDI y procederemos a centrar la pieza.
;En este caso la cabecera del programa no deberá incluir cero pieza:
G5 G17 G71 G90 G94DGWZ, Selección de gráficos para la simulación
En este apartado definiremos el bruto de material sobre el cual vamos a trabajar.
(DGWZ X mínimo, X máximo, Y mínimo, Y máximo, Z mínimo, Z máximo)Ejemplo: Tenemos un bruto de 200 de largo x 100 de ancho x 30 de alto y el cero pieza arriba en el centro:
(DGWZ -100, 100, -50, 50, -30, 0)Los valores se introducirán automáticamente en el apartado de simulación, lo cual es especialmente útil cuando hacemos varias piezas.
Esto nos evita tener que introducirlos manualmente cada vez que simulamos un programa diferente.

Planos de trabajo G17, G18 y G19
Imagina que estás mirando la pieza que deseas mecanizar desde tres ángulos diferentes:
- G17: Este comando te sitúa en el plano XY, como si estuvieras mirando la pieza desde arriba.
- G18: Al usar G18, te trasladas al plano XZ, como si estuvieras mirando la pieza de frente.
- G19: Al emplear G19, te colocas en el plano YZ, como si estuvieras mirando la pieza de lado.
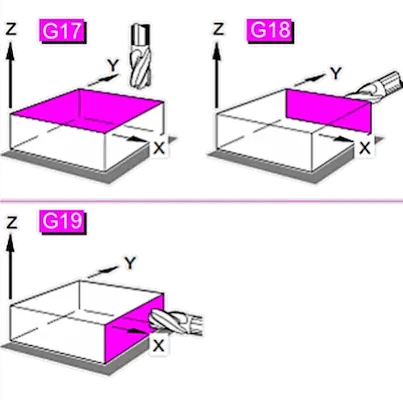
(imagen sacada de cursodecnc.jimdofree.com)
En resumen, cada función G17, G18 y G19 te permite «ver» la pieza desde diferentes ángulos y programar respecto a esa vista.
Ojo que no siempre significa que el eje vertical de la herramienta vaya a estar en esa vista.
Un ejemplo de esto es que podemos hacer copiados en una fresadora 3 ejes común alterando G18 y G19 según la dirección del mismo.
Generalmente usaremos siempre G17.
Tus primeras rectas con G90 y G91
Ahora que hemos establecido el cero pieza y entendemos las funciones de la cabecera, podemos comenzar a realizar nuestros primeros movimientos.
Estos son los códigos que hemos visto en el vídeo:
G90 CNC (Absolutas)
T1 D1 M6
G5 G17 G71 G90 G94
F800 S5800 M3
;
G1 X15 Y5
G1 X-15 Y5
G1 X-15 Y-5
G1 X15 Y-5
G1 X15 Y5G91 CNC (Incrementales)
T1 D1 M6
G5 G17 G71 G91 G94
F800 S5800 M3
;
G1 X0 Y0
G1 X15 Y5
G1 X-30 Y0
G1 X0 Y-10
G1 X30 Y0
G1 X0 Y10Recuerda que estos son los primeros pasos, un programa que ejecutes en máquina deberá tener más movimientos que vas a ir viendo.
Técnico en mecanizado especializado en fresadoras CNC desde 2018. Graduado en FP de Grado Medio y Superior en el centro IES Molí del Sol de Mislata, Valencia.