[Actualizado: 18 de febrero de 2025]
¿Qué es G02 y G03 en CNC?
G02 y G03 son los códigos que definen una interpolación circular dentro de un contorno o perfil.
G2: Giro a la derecha siguiendo el sentido de mecanizado.
G3: Giro a la izquierda siguiendo el sentido de mecanizado.
Aquí se vuelve de suma importancia conocer el término «sentido de mecanizado».
¿Qué es el sentido de mecanizado?
El sentido de mecanizado es la dirección en la que se mueve la herramienta, hacia donde se dirige.

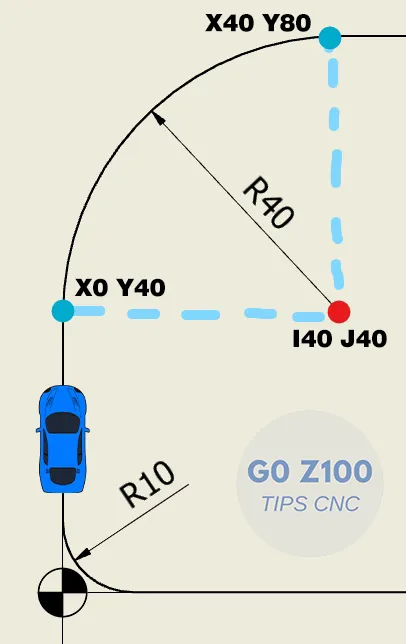
Imaginemos por un segundo que vamos en ese coche, ¿hacia dónde girará en el radio de 40? ¿derecha o izquierda? ¿Y si el coche fuese en la dirección opuesta?
Ahora solo tienes que cambiar el coche por la herramienta.
Ya está, ya comprendes el sentido de mecanizado. Es la dirección en la que va el coche.
Un mismo arco puede ser a izquierdas o a derechas dependiendo del sentido que lleve, ojo con eso.
Si el coche fuera en el sentido contrario sería un arco a la izquierda, porque «giraríamos el volante» hacia la izquierda.
¿Cómo usar G2 y G3 en CNC?
- El primer formato es G2 X_ Y_ R_.
Donde R es el radio del arco.
- Y el segundo formato es G2 X_ Y_ I_ J_.
Donde I es la coordenada en X del centro del arco y J la coordenada en Y en G90.
📍 Ojo si fuera en G91 es la distancia de donde empieza el arco al centro en esos mismos ejes.
Para G3 aplica igual.
Cuando nos encontremos un arco debemos tener claras 4 cosas:
- Si es G2 o G3.
- Donde empieza.
- Donde acaba.
- El radio o el punto central del radio (el punto rojo).
El arco que ves en la imagen es G2. Donde empieza sería X0 Y40. Donde acaba X40 Y80. El radio 40mm. Y el centro del arco X40 Y40.
Nuestro arco en este caso se podría hacer de estas 2 maneras:
...
G1 X0 Y40
G2 X40 Y80 R40
......
G1 X0 Y40
G2 X40 Y80 I40 J40
...📍 Si buscamos un mecanizado de alta precisión debemos utilizar el formato IJ, puesto que es el más preciso. Esto es inapreciable a simple vista pero si tenemos un ajuste H7 mejor tenerlo en cuenta.
;PIEZA COMPLETA
G0 X50 Y-50; POSICIONAMIENTO
G1 Z-1
G1 G41 X50 Y0; PUNTO DE INICIO
G1 X10 Y0
G2 X0 Y10 R10
G1 X0 Y40
G2 X40 Y80 I40 J40
G1 X90 Y80
G2 X100 Y70 R10
G1 X100 Y70
G1 X100 Y40
G1 X70 Y40
G3 X50 Y20 R20
G1 X50 Y0; PUNTO FINAL
G1 G40 X50 Y-50; POSICIONAMIENTORecuerda que los códigos se han hecho con la G90 activa. Sigue el enlace si no sabes lo que es.
¿Cuándo se pone la R en negativo?
Si el arco de la circunferencia es menor que 180º, el radio se programará con signo positivo y si es mayor que 180º el signo del radio será negativo.
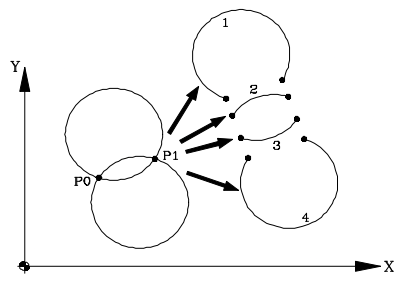
En esta imagen podemos ver 4 radios numerados a la derecha.
Los arcos 1 y 4 que superan los 180º deberán programarse con la R en negativo.
Por ejemplo: G2 X10 Y0 R-10
Mientras que los arcos 2 y 3 irán en positivo.
Por ejemplo: G2 X10 Y0 R10
De este dilema nos olvidamos al programar con el formato IJ.
Técnico en mecanizado especializado en fresadoras CNC desde 2018. Graduado en FP de Grado Medio y Superior en el centro IES Molí del Sol de Mislata, Valencia.